Pleated membrane filtration stands as a cornerstone of modern food and beverage manufacturing, ensuring the highest standards of product quality, safety, and efficiency. By leveraging advanced filtration technologies, manufacturers can remove contaminants, enhance product clarity, and extend shelf life—all while preserving essential flavors and nutrients. This guide delves into the critical role of pleated membrane filtration, exploring its mechanisms, applications, and benefits across diverse production processes. Whether you’re clarifying beverages, sterilizing dairy, or filtering high-temperature liquids, pleated membrane systems offer a reliable, cost-effective solution tailored to the industry’s stringent demands.
Introduction to Pleated Membrane Filtration
The Role of Filtration in Ensuring Product Quality and Safety
Filtration is essential for maintaining the quality and safety of food and beverage products. By removing contaminants, particles, and microorganisms, filtration ensures that products meet strict regulatory standards and consumer expectations. In the food and beverage industry, where even minor impurities can compromise taste, safety, or shelf life, advanced filtration systems play a critical role in safeguarding product integrity.
For example, in beverage production, filtration systems eliminate spoilage microorganisms and sediments, ensuring clarity and consistency. Similarly, in dairy processing, filtration reduces bacterial contamination, extending shelf life without compromising nutritional value. These applications highlight why filtration is indispensable for achieving consistent quality and safety in food and beverage manufacturing.
Why Pleated Membrane Filtration is Critical for Food and Beverage Production
Pleated membrane filtration offers a highly effective solution for ensuring purity and consistency in food and beverage production. The pleated design maximizes surface area, enabling efficient removal of fine particles, bacteria, and other contaminants while maintaining optimal flow rates.
In applications like juice, dairy, and bottled water production, pleated membrane filters remove spoilage microorganisms while preserving essential nutrients and flavors. Their durability and reusability make them a cost-effective choice for high-volume operations. By adopting pleated membrane filtration, manufacturers can meet stringent safety standards, extend product shelf life, and consistently deliver high-quality products to consumers.
How Pleated Membrane Filtration Works
Overview of the Filtration Process and Its Key Components
Pleated membrane filtration is a highly efficient process designed to remove impurities from liquids or gases, making it indispensable in food and beverage production. The system uses a pleated filter element, which maximizes surface area for filtration while maintaining a compact design. This structure supports high flow rates and effective contaminant removal, even in demanding production environments.
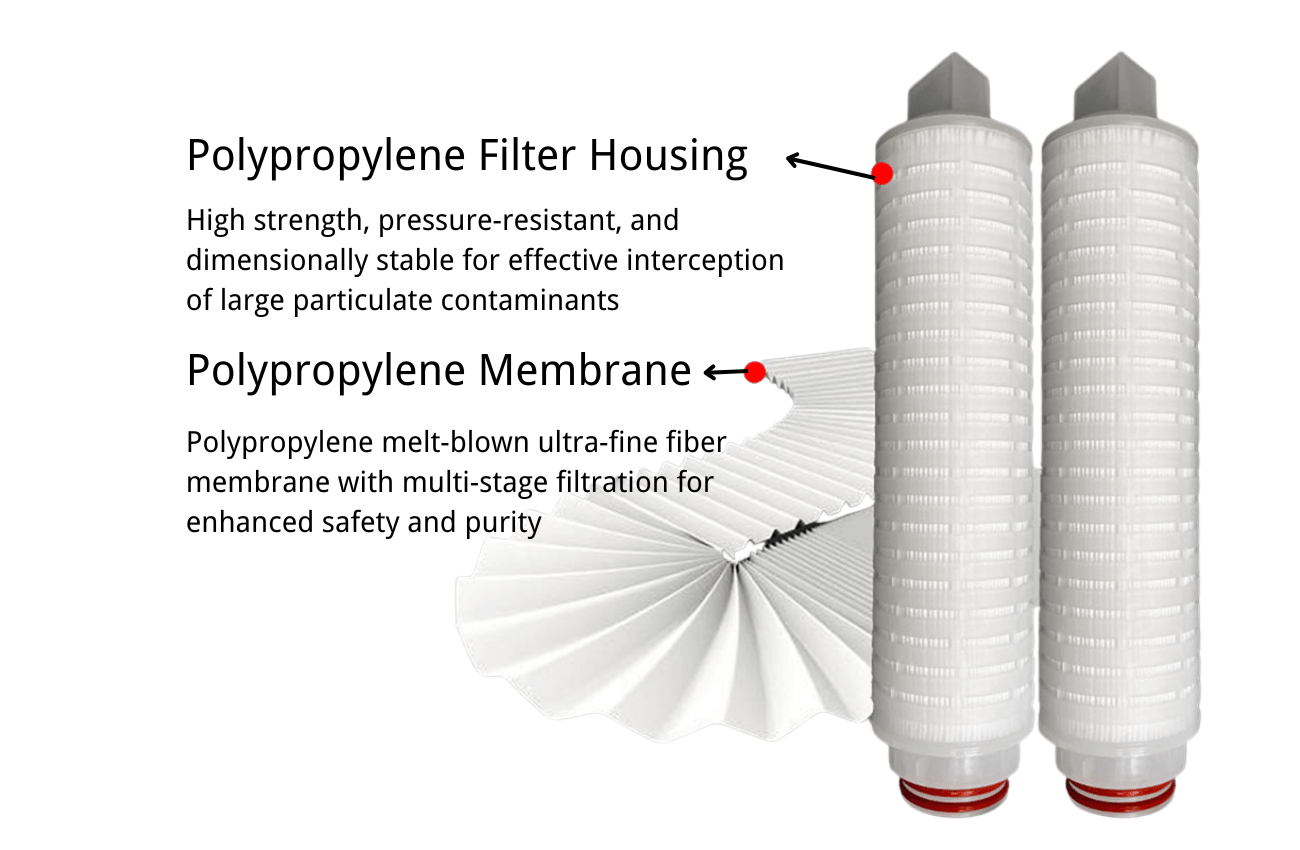
Key components of a pleated membrane filter include:
- The membrane: Acts as the primary filtration medium, typically made from materials like polyethersulfone (PES) or polypropylene. These materials are chosen for their ability to trap fine particles, resist chemical degradation, and maintain performance over repeated use.
- The support structure: Holds the pleats in place, ensuring durability and consistent filtration performance under high flow rates.
The filtration process begins as liquids or gases flow through the filter housing and come into contact with the pleated membrane. The membrane captures unwanted particles, microorganisms, or sediments, allowing only the purified substance to pass through. For example, in juice production, this process removes sediment and spoilage organisms while preserving the product’s natural clarity and flavor.
Practical Explanation of How Pleated Membranes Remove Impurities
Pleated membranes use a combination of size exclusion and surface adsorption to trap impurities. The membrane’s tiny pores, measured in microns, physically block particles larger than the pore size. For instance, a 0.2-micron membrane can effectively remove bacteria and microorganisms from liquids, ensuring microbiological safety.
In addition to size exclusion, the membrane material may attract and hold certain contaminants through surface interactions, further enhancing filtration efficiency. This dual mechanism makes pleated membranes highly effective, even for challenging applications.
For example:
- In beverage production, pleated membranes remove yeast and spoilage organisms from wine or beer without altering flavor or clarity.
- In dairy processing, they reduce bacterial contamination in milk, extending shelf life while retaining essential nutrients.
- In bottled water production, they eliminate sediments and microorganisms, ensuring a clean and safe product for consumers.
By combining precision, durability, and efficiency, pleated membrane filtration offers a reliable and cost-effective solution for food and beverage manufacturers who demand high-quality results.
Key Membrane Materials and Their Applications
Polyethersulfone (PES): High Flow Rates and Chemical Compatibility
Polyethersulfone (PES) membranes are prized for their high flow rates and excellent chemical compatibility, making them a go-to choice for water-based filtration processes. With pore sizes typically ranging from 0.1 to 0.45 microns, PES membranes excel at removing fine particles and microorganisms while maintaining throughput.
In juice production, for example, PES membranes effectively filter out sediment and spoilage organisms, preserving the product’s natural taste and clarity. Similarly, in dairy processing, they help extend milk shelf life by reducing bacterial contamination by up to 99.9%. Their resistance to fouling and durability under repeated cleaning cycles make them ideal for high-volume operations, such as soft drink manufacturing, where consistent performance is critical.
Limitations: While PES membranes are highly effective for water-based liquids, they may not perform well in high-temperature or aggressive chemical environments.
Polytetrafluoroethylene (PTFE): Hydrophobic and Chemically Inert
Polytetrafluoroethylene (PTFE) membranes are hydrophobic and chemically inert, making them indispensable for high-temperature and chemically aggressive applications. These membranes can withstand temperatures up to 260°C and are commonly used for filtering edible oils, solvents, and non-aqueous liquids.
In edible oil production, PTFE membranes remove impurities without altering the oil’s flavor or composition, ensuring a high-quality final product. Their hydrophobic nature also makes them ideal for gas filtration, where moisture resistance is essential. For instance, in pharmaceutical manufacturing, PTFE membranes are used to filter sterile gases, ensuring product safety and compliance with strict industry standards.
Limitations: PTFE membranes tend to be more expensive than other options, which may not make them cost-effective for low-budget or less demanding applications.
Polypropylene (PP): Cost-Effective and Durable
Polypropylene (PP) membranes offer a budget-friendly and durable solution for filtration processes involving coarse particulates. With their robust construction, PP membranes are widely used in applications like wine filtration and sugar syrup processing, where high throughput and reliability are essential.
In wine production, PP membranes efficiently remove sediment and visible particles, ensuring a clear and polished final product. Similarly, in sugar syrup filtration, they capture impurities while maintaining the syrup’s consistency and sweetness. Their affordability makes them a practical choice for large-scale operations, such as bottling plants, where cost control is a priority.
Limitations: While PP membranes are durable and cost-effective, they may not be suitable for applications requiring fine filtration or high chemical resistance.

Applications in the Food and Beverage Industry
Clarification and Sterilization: Ensuring Clarity and Microbiological Safety
Filtration is essential for clarifying and sterilizing beverages like beer, wine, and juices, ensuring they meet both visual and microbiological standards. Advanced filtration systems can remove up to 99.9% of sediments, yeast, and microorganisms, enhancing product safety and appeal.
For example, in wine production, crossflow filtration eliminates haze-causing particles while preserving the wine’s delicate flavor and aroma. Similarly, in juice processing, ultrafiltration removes pulp and spoilage organisms, resulting in a clear, shelf-stable product. This not only improves visual appeal but also extends shelf life by reducing microbial activity, a critical factor for global distribution.
Dairy Filtration: Extending Shelf Life and Maintaining Purity
In the dairy industry, membrane filtration systems play a pivotal role in ensuring product purity and safety. Processes like microfiltration remove bacteria, spores, and other contaminants while retaining essential nutrients and proteins.
For instance, microfiltration in milk production reduces bacterial counts by up to 99.9%, extending shelf life by 5-7 days without the need for excessive heat treatment. This preserves the milk’s natural taste and nutritional value. In cheese production, ultrafiltration concentrates proteins and removes unwanted particles, ensuring a consistent texture and flavor in the final product.
Challenge Solved: Traditional heat treatments can degrade flavor and nutrients, but filtration offers a non-thermal alternative that maintains product quality.
High-Temperature Filtration: Filtering Hot Liquids and Steam
High-temperature filtration is critical in food processing applications involving hot liquids or steam. Specialized filters, designed to withstand temperatures exceeding 200°C, ensure consistent performance and safety under extreme conditions.
For example, in soup or sauce production, high-temperature filters remove impurities while preserving the product’s texture and flavor. Steam filtration, often used in sterilization or cooking processes, ensures that steam is free from particulates, protecting both equipment and product quality. This is particularly important in applications like baby food production, where even trace contaminants can compromise safety standards.
Removal of Microorganisms and Solids: Enhancing Product Quality
Filtration systems are highly effective at removing microorganisms and solids from products like edible oils and chemical solutions, improving both quality and safety.
In edible oil production, advanced filtration systems eliminate up to 98% of impurities and sediments, resulting in a cleaner, more stable product with an extended shelf life. Similarly, in chemical solutions used in food processing, filtration ensures compliance with strict industry standards by removing contaminants that could compromise product integrity.
Real-World Impact: A leading edible oil manufacturer reduced production downtime by 20% after implementing high-capacity filtration systems, improving operational efficiency and product consistency.
Step-by-Step Guide to Implementing Filtration
Practical Steps for Integrating Pleated Membrane Filtration into Production Processes
1. Assess Your Filtration Needs
Begin by identifying the specific contaminants or particles you need to remove. Consider factors like liquid type, viscosity, flow rate, and required purity levels. For example, a dairy producer may need to remove bacteria and spores while retaining proteins, whereas a juice manufacturer might focus on eliminating pulp and sediment.
Pro Tip: For high-viscosity liquids, select filters with larger pore sizes (e.g., 0.45 microns) to maintain flow rates without compromising filtration efficiency.
2. Choose the Right Filter
Select a pleated membrane filter with the appropriate pore size, material, and chemical compatibility for your application. For instance:
- PES membranes: Ideal for water-based liquids like milk or juice due to their high flow rates and chemical compatibility.
- PTFE membranes: Best for high-temperature or chemical-heavy processes, such as edible oil or solvent filtration.
Example: A beverage company reduced sediment in its juice production by 98% after switching to PES membranes with a 0.2-micron pore size.
3. Install the Filtration System
Position the filter housing in your production line where it can handle the required flow rate without disrupting operations. Ensure proper sealing to prevent leaks and maintain consistent filtration.
Common Challenge: Improper sealing can lead to bypassing, where unfiltered liquid escapes around the membrane. Use high-quality gaskets and double-check connections during installation.
4. Test the System
Run initial tests to verify that the filtration system meets your performance requirements. Monitor for issues like pressure drops, flow inconsistencies, or incomplete contaminant removal.
Pro Tip: Use a particle counter or turbidity meter to measure filtration effectiveness during testing. For example, in wine production, turbidity levels below 1 NTU (Nephelometric Turbidity Unit) indicate optimal clarity.
5. Train Your Team
Provide comprehensive training for operators on how to use, monitor, and maintain the filtration system. This includes recognizing signs of clogging, performing routine maintenance, and troubleshooting common issues.
Real-World Impact: A dairy plant reduced downtime by 20% after implementing a training program focused on early detection of filter clogging.
Tips for Optimizing Filtration Efficiency and Maintaining System Performance
Monitor Pressure Differentials
Regularly check the pressure drop across the filter. A significant increase often indicates clogging, signaling the need for cleaning or replacement.
Advanced Tip: Install automated pressure sensors to alert operators when pressure differentials exceed safe thresholds, minimizing manual monitoring.
Perform Routine Maintenance
Clean or replace filters according to the manufacturer’s recommendations. Neglecting maintenance can lead to reduced efficiency and compromised product quality.
Example: A juice manufacturer extended filter lifespan by 30% by implementing a weekly cleaning schedule using backflushing techniques.
Use Pre-Filtration
For processes with high levels of particulates, add a pre-filter to remove larger debris. This extends the lifespan of the pleated membrane filter and improves overall efficiency.
Pro Tip: Use a 5-micron pre-filter for coarse particles before a 0.2-micron pleated membrane to optimize performance in high-sediment applications.
Optimize Flow Rates
Avoid exceeding the recommended flow rate for your filter. High flow rates can reduce filtration effectiveness and increase wear on the system.
Example: In edible oil production, maintaining a flow rate of 10 liters per minute per square meter of filter area ensures consistent contaminant removal without overloading the system.
Document Performance Metrics
Keep detailed records of filtration performance, including flow rates, pressure drops, and contaminant levels. This data helps identify trends, optimize system settings, and predict maintenance needs.
Advanced Tip: Use software tools to automate data collection and analysis, enabling predictive maintenance and reducing unplanned downtime.
By following these detailed steps and tips, you can seamlessly integrate pleated membrane filtration into your production process while ensuring consistent performance, reduced downtime, and high-quality results.
Challenges and Solutions in Filtration
Common Issues in Filtration
1. Clogging
Filters can become clogged with particles over time, reducing flow rates and filtration efficiency. This is particularly common in processes with high levels of contaminants, such as juice production or edible oil filtration.
Example: In syrup processing, high-viscosity liquids often lead to rapid clogging, causing frequent downtime for filter replacement.
2. Pressure Drops
A significant pressure drop across the filter often indicates blockages, an undersized filter, or excessive flow rates. This can disrupt production and lead to inconsistent filtration performance.
Example: A dairy plant experienced a 20% drop in production efficiency due to undetected pressure imbalances, which were later resolved by upgrading to a larger filter housing.
3. Maintenance Requirements
Frequent cleaning or replacement of filters can increase downtime and operational costs, especially if the system is not optimized for the application.
Example: A beverage manufacturer reported a 30% increase in maintenance costs due to inadequate pre-filtration, which caused premature clogging of the main filter.
4. Chemical Compatibility
Using the wrong filter material for a specific liquid or gas can lead to degradation, reduced lifespan, or contamination of the product. For instance, using PES membranes in high-temperature applications can cause material breakdown.
5. Flow Rate Imbalances
Exceeding the recommended flow rate can compromise filtration quality, increase wear on the filter, and lead to bypassing, where unfiltered liquid escapes around the membrane.
Proven Solutions to Overcome These Challenges
Prevent Clogging with Pre-Filtration
Install a pre-filter to capture larger particles before they reach the pleated membrane. For example, a 10-micron pre-filter can reduce the load on the main filter by up to 50%, extending its lifespan and improving efficiency.
Advanced Tip: For high-contaminant processes, consider multi-stage filtration systems that combine pre-filters, pleated membranes, and activated carbon for comprehensive contaminant removal.
Monitor and Address Pressure Drops
Regularly check pressure differentials across the filter using automated sensors. Replace or clean the filter when pressure exceeds the recommended threshold to maintain consistent performance.
Example: A brewery reduced downtime by 25% after installing pressure sensors that triggered alerts when pressure differentials exceeded 1.5 bar.
Implement a Maintenance Schedule
Establish a routine for cleaning and replacing filters based on usage and manufacturer guidelines. For example, backflushing techniques can be used to clean filters in place, reducing the need for frequent replacements.
Pro Tip: Use predictive maintenance software to track filter performance and schedule replacements before issues arise.
Choose the Right Filter Material
Select filters with materials that are compatible with the liquid or gas being processed. For instance:
- PTFE membranes: Ideal for aggressive chemicals or high-temperature applications, such as solvent filtration.
- PES membranes: Best for water-based liquids like milk or juice due to their high flow rates and chemical compatibility.
Example: A chemical processing plant extended filter lifespan by 40% after switching to PTFE membranes for handling corrosive solvents.
Optimize Flow Rates
Adjust the system to operate within the filter’s recommended flow rate. For example, maintaining a flow rate of 10 liters per minute per square meter of filter area ensures effective contaminant removal without overloading the system.
Pro Tip: Use flow restrictors or automated flow control systems to prevent accidental overloading.
Use Automated Monitoring Systems
Incorporate sensors to track pressure, flow rates, and filter performance in real time. Automated alerts can help identify issues early, reducing manual monitoring efforts and preventing unexpected downtime.
Example: A juice manufacturer reduced filter-related downtime by 30% after implementing an IoT-based monitoring system that provided real-time performance data.
By addressing these challenges with practical, data-driven solutions, you can maintain consistent filtration performance, reduce operational costs, and ensure high-quality results in your production processes.
Benefits of Pleated Membrane Filtration
Broad Chemical Compatibility for Diverse Applications
Pleated membrane filters are engineered to handle a wide range of liquids and gases, making them versatile across industries such as food and beverage, pharmaceuticals, and chemical processing. Their broad chemical compatibility ensures reliable performance even in challenging environments.
For example:
- PTFE membranes: Withstand aggressive chemicals and temperatures up to 260°C, making them ideal for filtering solvents, edible oils, and high-temperature liquids.
- PES membranes: Excel in water-based applications like juice or dairy filtration, ensuring the removal of contaminants while preserving flavor and nutritional value.
Real-World Impact: A chemical processing plant extended filter lifespan by 40% after switching to PTFE membranes for handling corrosive solvents, reducing both costs and downtime.
High Dirt-Holding Capacity and Extended Filter Lifespan
The pleated design of these membranes significantly increases surface area, allowing them to trap more contaminants without frequent replacements. This high dirt-holding capacity reduces downtime, operational costs, and the need for constant maintenance, making them ideal for high-volume processes.
Example: In wine production, pleated membranes can handle up to 10 times more sediment compared to flat-sheet filters, ensuring consistent flow rates and clarity over extended periods. Similarly, in juice processing, they maintain throughput even in high-sediment environments, reducing filter changeouts by 30%.
Pro Tip: For processes with heavy particulate loads, pairing pleated membranes with pre-filters can further extend their lifespan and improve efficiency.
Energy Efficiency Through Low-Pressure Drop Designs
Pleated membrane filters are designed to minimize pressure drops, reducing the energy required to maintain flow rates. This energy efficiency not only lowers operational costs but also enhances overall system performance.
Example: A beverage production facility reduced energy consumption by 20% after implementing low-pressure drop pleated membranes, which also extended pump lifespan by reducing strain.
Advanced Tip: Use automated flow control systems to optimize energy use and maintain consistent filtration performance, especially in high-throughput operations.
Environmentally Friendly and Sustainable Filtration Solutions
Pleated membrane filtration supports sustainability by reducing waste and energy consumption. Their long lifespan and reusability minimize the need for frequent replacements, cutting down on material waste and operational costs.
Additionally, many pleated filters are made from recyclable materials, aligning with growing consumer demand for sustainable production methods. For example, in food processing, switching to recyclable pleated membranes reduced waste by 25%, enhancing both environmental impact and brand reputation.
Real-World Impact: A dairy plant adopting reusable pleated membranes saved 15 tons of filter waste annually, contributing to its sustainability goals and improving its public image.
By leveraging these benefits, pleated membrane filtration not only enhances operational efficiency and product quality but also supports sustainability and cost-effectiveness across diverse industries.
Selecting the Right Filtration Equipment
Factors to Consider When Choosing Pleated Membrane Filters and Systems
1. Evaluate Production Requirements
Start by assessing the specific needs of your production process. Key factors include:
- Type of liquid or gas: Determine whether the application involves water-based liquids, aggressive chemicals, or high-viscosity fluids.
- Purity levels: Identify the level of filtration required, such as removing bacteria, sediment, or fine particulates.
- Flow rate: Ensure the filter can handle the required throughput without compromising efficiency.
Example: A dairy plant processing 10,000 liters of milk per day selected PES membranes with a 0.2-micron pore size to achieve 99.9% bacterial removal while maintaining high flow rates.
2. Assess Operating Conditions
Consider the temperature, pressure, and chemical environment of your process to ensure the filter can withstand these conditions without degrading.
- High-temperature processes: Use PTFE membranes, which can handle temperatures up to 260°C.
- High-pressure systems: Ensure the filter housing is rated for the maximum operating pressure to prevent leaks or failures.
Pro Tip: For processes involving both high temperatures and aggressive chemicals, opt for PTFE membranes with reinforced housings to ensure durability.
3. Ensure System Compatibility
Evaluate the compatibility of the filtration system with your existing equipment. Key considerations include:
- Filter housing dimensions: Verify that the filter fits securely within your current setup.
- Connection types: Ensure the system’s connections (e.g., threaded, flanged) align with your production line to avoid installation delays.
Example: A beverage manufacturer avoided costly downtime by selecting a filter housing with quick-connect fittings, reducing installation time by 50%.
How to Match Membrane Materials to Specific Production Needs
Polyethersulfone (PES): High Flow Rates for Water-Based Applications
PES membranes are ideal for water-based liquids like juices, dairy, and soft drinks. They offer high flow rates and excellent chemical compatibility, ensuring efficient filtration without affecting product quality.
Example: A juice producer reduced sediment levels by 98% using PES membranes with a 0.45-micron pore size, improving clarity and shelf life.
Polytetrafluoroethylene (PTFE): Durability for Aggressive Chemicals and High Temperatures
PTFE membranes are hydrophobic and chemically inert, making them suitable for challenging environments like solvent filtration or edible oil production.
Example: An edible oil manufacturer extended filter lifespan by 40% after switching to PTFE membranes, reducing replacement costs and improving operational efficiency.
Polypropylene (PP): Cost-Effective for Coarse Filtration
PP membranes are a budget-friendly option for removing coarse particulates in applications like wine or sugar syrup filtration. Their durability makes them reliable for high-volume operations.
Example: A winery improved sediment removal by 90% using PP membranes, ensuring a polished final product while keeping costs low.
Advanced Tips for Optimizing Filtration Selection
- Multi-Stage Filtration: For processes with high levels of contaminants, consider combining pre-filters, pleated membranes, and activated carbon filters for comprehensive filtration.
- Regulatory Compliance: For industries like pharmaceuticals or food processing, ensure the selected filters meet relevant standards, such as FDA or USP Class VI certifications.
- Custom Solutions: Work with filter manufacturers to design custom systems tailored to your specific production needs, especially for unique or high-demand applications.
By carefully evaluating production requirements, operating conditions, and membrane materials, you can select filtration equipment that ensures consistent performance, reduces downtime, and delivers high-quality results tailored to your industry.
Innovations and Future Trends in Filtration
Emerging Technologies in Pleated Membrane Filtration
Nanotechnology-Enhanced Membranes
Advancements in nanotechnology are revolutionizing pleated membrane filtration by incorporating nanoscale materials to improve filtration accuracy. These membranes can capture particles as small as 0.01 microns, making them ideal for industries requiring ultra-pure outputs, such as pharmaceuticals, electronics manufacturing, and biotechnology.
Example: A semiconductor manufacturer implemented nanotechnology-enhanced membranes to achieve ultrapure water, reducing particle contamination by 99.99% and improving product yield by 15%.
Pro Tip: For applications requiring extreme precision, look for membranes with nanostructured coatings that enhance both particle capture and chemical resistance.
Smart Filtration Systems with IoT Integration
The integration of smart filtration systems is transforming how filtration processes are monitored and managed. These systems use IoT-enabled sensors to track real-time metrics like pressure, flow rate, and contaminant levels. Predictive analytics can identify maintenance needs before issues arise, reducing downtime and operational costs.
Example: A beverage production facility reduced unplanned downtime by 25% after adopting a smart filtration system that provided automated alerts for filter replacements.
Advanced Tip: Pair smart systems with cloud-based dashboards to centralize data from multiple filtration units, enabling remote monitoring and system-wide optimization.
Hybrid Filtration Technologies
Hybrid filtration systems are gaining traction by combining pleated membranes with other methods, such as reverse osmosis, ultrafiltration, or activated carbon. This multi-stage approach allows for tailored solutions that address complex filtration needs, such as removing both particulates and dissolved contaminants.
Example: A water treatment plant implemented a hybrid system combining pleated membranes and reverse osmosis, achieving 99.8% contaminant removal while reducing energy consumption by 20%.
Pro Tip: For industries with diverse filtration requirements, hybrid systems can be customized to balance efficiency, cost, and output quality.
Sustainability and Eco-Friendly Advancements in Filtration Systems
Recyclable and Biodegradable Filter Materials
Sustainability is driving the development of recyclable and biodegradable filter materials. These eco-friendly membranes are made from polymers that can be recycled or safely decomposed after use, reducing landfill waste.
Example: A food processing company reduced filter waste by 30% after switching to recyclable pleated membranes, aligning with its zero-waste initiative.
Pro Tip: Look for certifications like ISO 14001 to ensure the sustainability of filter materials and manufacturing processes.
Energy-Efficient Filtration Designs
Energy-efficient filtration systems are optimizing flow dynamics and minimizing pressure drops to reduce power consumption. These designs not only lower operational costs but also contribute to a smaller carbon footprint.
Example: A dairy plant reduced energy usage by 15% after upgrading to low-pressure drop pleated membranes, saving $20,000 annually in energy costs.
Advanced Tip: Combine energy-efficient designs with variable-speed pumps to further optimize energy use in high-throughput operations.
Closed-Loop Filtration Systems
Closed-loop filtration systems are becoming a cornerstone of sustainable production by recycling filtered water or other liquids back into the process. This reduces resource consumption and waste generation, making it an eco-friendly solution for industries like food and beverage.
Example: A beverage manufacturer implemented a closed-loop system to recover and reuse 50% of its process water, cutting water consumption in half and saving 1 million gallons annually.
Pro Tip: For maximum efficiency, pair closed-loop systems with smart monitoring to track water quality and ensure compliance with industry standards.
By embracing these innovations, the filtration industry is not only advancing efficiency and precision but also addressing the growing demand for sustainable and eco-friendly solutions. These trends position filtration technology as a critical enabler of both industrial progress and environmental responsibility.
Frequently Asked Questions
Q: What is pleated membrane filtration in the food and beverage industry?
A: Pleated membrane filtration separates contaminants and microorganisms from liquids in the food and beverage industry. It uses pleated filter cartridges with a large surface area to efficiently filter food products, ensuring high quality and safety.
Q: How do pleated filters improve food safety?
A: Pleated filters improve food safety by capturing particles and microorganisms that could contaminate food and beverages. Filtration systems help manufacturers meet regulatory standards and maintain consistent product quality.
Q: What types of filtration solutions are available for beverage filtration?
A: Beverage filtration solutions include microfiltration, reverse osmosis, and depth filters. Each serves specific purposes, such as removing particulates, purifying liquids, or extending product shelf life.
Q: How does membrane pore size affect filtration efficiency?
A: Membrane pore size directly impacts filtration efficiency. Smaller pores capture finer particles and contaminants, while larger pores may allow some solids or microorganisms to pass through. Choosing the right pore size is crucial for specific food and beverage applications.
Q: What role do pleated membrane cartridges play in food production?
A: Pleated membrane cartridges provide a large filtration surface area, efficiently removing impurities from process water and other liquids. This ensures the quality and safety of food and beverage products.
Q: Can pleated filters be used in the dairy industry?
A: Yes, pleated filters are widely used in the dairy industry to clarify and purify milk and other dairy products. They remove unwanted particles and microorganisms, ensuring safety and extending shelf life.
Q: What are the benefits of using activated carbon in filtration systems?
A: Activated carbon removes odors and taste impurities from liquids. When combined with pleated membrane filtration, it enhances overall filtration performance, delivering cleaner and more palatable food and beverage products.
Q: How are filtration systems in the food industry designed for efficiency?
A: Filtration systems achieve efficiency by incorporating multiple filtration steps, selecting the right filter media, and optimizing flow rates. These features ensure high performance and meet the specific needs of food and beverage processing.
Q: What contaminants can pleated membrane filtration remove?
A: Pleated membrane filtration removes contaminants like particulate matter, microorganisms, and organic compounds. This makes it a reliable solution for ensuring the safety and quality of food and beverage products.
Conclusion
Pleated membrane filtration plays a vital role in ensuring quality, safety, and efficiency across the food and beverage industry. From clarifying beverages to extending the shelf life of dairy products, these advanced filtration systems address a wide range of production challenges while maintaining product integrity.
As the industry evolves, innovations like smart filtration systems and eco-friendly materials are setting new standards for performance and sustainability. By leveraging expert advice and investing in high-quality filtration solutions, businesses can optimize their processes, reduce costs, and meet growing consumer demands for safe and sustainable products.

